ブレタノミセスは悪者か [醸造学]
先日、ある協会のテイスティングが行われ
久しぶりにあの独特な香りの強烈なワイン(コルシカ産だった)に出会った。
この香りの原因と思われるのが、酵母の一種である「ブレタノミセス」。
通称「Brett」(ブレット)。
ブレットから出される物質で特に挙げられるのが
4-エチルフェノール(4EP)と4-エチルガイヤコール(4EG)である。
特に赤ワインに多く含まれる。
4EPの臭いは、animal(獣臭)、cuir(なめし皮)、ecurie(馬小屋)
sueur de cheval(馬の汗)と表現され良いイメージはない。
一方、4EGはbois brule(薫製香)、epice(スパイシー)、girofle(丁子)
と良い表現ばかり。ワインにとっては好都合な物質。
このように、くさいと感じる一番の原因物質は4EPなので
たいていのブレットの診断テストは4EPの有無で調べられる。
ちなみに人間がこの物質の臭いを感じる閾値は0.6mg/L。
では、どんな時にこのブレットが増殖するのか。
1、アルコール発酵終了後に残糖がある時
アルコール発酵の主役であるサッカロミセス・セルビジアエが糖分や窒素源を
利用して発酵をするのだが、全ての糖分などを使い尽くす事なく
発酵が終わってしまうと静かにしていた他の微生物(特にブレット)が
残った糖分を栄養源として増殖してしまう。
残糖濃度が0.5/L以上存在すると危険信号。
2、樽熟成中に増殖
樽内にいたもしくは入り込んだ菌が熟成中に増殖するパターン。
古い樽を使うとリスクはもちろん上がる。
あるフランスの国立研究所の結果だと
6ヶ月熟成させたワインをステンレスタンク、新樽、古樽で分けた場合
新樽はタンクの6倍のブレットが存在し
古樽に至っては10倍のブレットが存在していたと報告されている。
3、衛生管理の欠如
もちろん醸造所内にもいる可能性はあるのでどこからでも侵入可能である。
そのためしっかりとワインが触れるところはもちろんワイナリー内も
常にきれいにしていないとリスクは上がる。
ではブレット混入を防ぐには…
やはり衛生管理、そして亜硫酸添加が1番効果的である。
特に遊離亜硫酸(SO2 libre)の濃度を保つ(<18mg/L)ようにし
できればpH4以下であるとより効果的。
ここまで書くとブレタノミセスは邪魔者のように思うかもしれないが
彼から出る物質は前述したように4EGのようにワインに複雑味を出す物質も
存在するわけで少しはあったほうが良い。
では、なぜ毛嫌いされるかと言うとこの酵母はコントロールができないからだ。
いろんな物質を栄養源としてしまうため一回、増殖してしまうと押さえ込むのが
大変なのだ。
来たる将来、コントロール可能なブレタノミセスを開発すれば
造り手から重宝がられ、億万長者になるのも夢ではないかも。
ただ、現時点では存在しないので
なるべくブレットが増殖しないように醸造を行う必要がある。
それでも、増殖してしまった時は、
これもワインの特徴だと胸を張って市場に出すのか
香り成分などが多少消えても良いからとフィルトレーションをするのか
これは造り手個々の価値観、ポリシーで決めるしかない。
久しぶりにあの独特な香りの強烈なワイン(コルシカ産だった)に出会った。
この香りの原因と思われるのが、酵母の一種である「ブレタノミセス」。
通称「Brett」(ブレット)。
ブレットから出される物質で特に挙げられるのが
4-エチルフェノール(4EP)と4-エチルガイヤコール(4EG)である。
特に赤ワインに多く含まれる。
4EPの臭いは、animal(獣臭)、cuir(なめし皮)、ecurie(馬小屋)
sueur de cheval(馬の汗)と表現され良いイメージはない。
一方、4EGはbois brule(薫製香)、epice(スパイシー)、girofle(丁子)
と良い表現ばかり。ワインにとっては好都合な物質。
このように、くさいと感じる一番の原因物質は4EPなので
たいていのブレットの診断テストは4EPの有無で調べられる。
ちなみに人間がこの物質の臭いを感じる閾値は0.6mg/L。
では、どんな時にこのブレットが増殖するのか。
1、アルコール発酵終了後に残糖がある時
アルコール発酵の主役であるサッカロミセス・セルビジアエが糖分や窒素源を
利用して発酵をするのだが、全ての糖分などを使い尽くす事なく
発酵が終わってしまうと静かにしていた他の微生物(特にブレット)が
残った糖分を栄養源として増殖してしまう。
残糖濃度が0.5/L以上存在すると危険信号。
2、樽熟成中に増殖
樽内にいたもしくは入り込んだ菌が熟成中に増殖するパターン。
古い樽を使うとリスクはもちろん上がる。
あるフランスの国立研究所の結果だと
6ヶ月熟成させたワインをステンレスタンク、新樽、古樽で分けた場合
新樽はタンクの6倍のブレットが存在し
古樽に至っては10倍のブレットが存在していたと報告されている。
3、衛生管理の欠如
もちろん醸造所内にもいる可能性はあるのでどこからでも侵入可能である。
そのためしっかりとワインが触れるところはもちろんワイナリー内も
常にきれいにしていないとリスクは上がる。
ではブレット混入を防ぐには…
やはり衛生管理、そして亜硫酸添加が1番効果的である。
特に遊離亜硫酸(SO2 libre)の濃度を保つ(<18mg/L)ようにし
できればpH4以下であるとより効果的。
ここまで書くとブレタノミセスは邪魔者のように思うかもしれないが
彼から出る物質は前述したように4EGのようにワインに複雑味を出す物質も
存在するわけで少しはあったほうが良い。
では、なぜ毛嫌いされるかと言うとこの酵母はコントロールができないからだ。
いろんな物質を栄養源としてしまうため一回、増殖してしまうと押さえ込むのが
大変なのだ。
来たる将来、コントロール可能なブレタノミセスを開発すれば
造り手から重宝がられ、億万長者になるのも夢ではないかも。
ただ、現時点では存在しないので
なるべくブレットが増殖しないように醸造を行う必要がある。
それでも、増殖してしまった時は、
これもワインの特徴だと胸を張って市場に出すのか
香り成分などが多少消えても良いからとフィルトレーションをするのか
これは造り手個々の価値観、ポリシーで決めるしかない。
百年の孤独 [醸造学]
日本からのお土産で麦焼酎「百年の孤独」を頂きました!
焼酎って仏ではなかなか手に入りませんし
ましてや百年の孤独なんて仏のどこを探してもないでしょう…。
以前にも言いましたが焼酎はブランデーやウィスキーと同じ蒸留酒です。
ワイン、日本酒、ビールなどの醸造酒を蒸留したものがこれに当たります。
昔、タイから沖縄に蒸留技術が伝えられ焼酎が作られ
鹿児島を経由して全国に広まったと言われています。
ですから南に焼酎の蔵元が多いのは当然なんですね。
【原料】
ご存知の通り焼酎の原料にはさまざま種類があります。
・米:洗米→浸漬→蒸米(日本酒と同じ)
・大麦:丸麦はしっかりと浸漬した後に蒸す。
・芋:1時間位蒸してから潰し放冷。
・黒糖:お湯で溶かして仕込みに使用する。
・その他 (そば、トウモロコシetc)
製造方法
1.製麹
全種の焼酎の麹原料は米で、一部では大麦が使われる。
麹菌はクエン酸生成能力を持つ黒麹菌(Aspergillus awamori)か白麹(Asp.kawachi)
を使用。製麹工程の流れは清酒と同じ。(清酒の項はコチラ)
焼酎は、芋などの粗原料を使用しているために酸敗しやすい。
ましてや九州方面の暖地なら尚更だ。
しかし焼酎で使用される麹菌のクエン酸生成により
静菌作用があるため問題はない。
2.仕込み(醪造り)
清酒とは違って酒母(酵母を純粋培養したもの)造りを行わずに
二段仕込みで醪を造る。ちなみに泡盛は一次仕込みのみを行う。
2-1.一次仕込み
麹米に酵母を加え発酵させる。一週間ほどで熟成完了。
この時点でアルコール度は14%前後
2-2,二次仕込み
一次もろみに主原料を加える。ここで入れる原料によって焼酎の種類が決まる。
主原料によって仕込み時間は異なる。
3.蒸留
できた醪を下から熱する。そして蒸発した気体を冷やして得られた液体が焼酎。
だいたいアルコール度数は2.5倍に上がる。
つまり醪の段階で14%なら蒸留してできた焼酎は35%となる。
4.濾過
エステル類などにより白濁し、油状になって浮遊しているので取り除く。
5.熟成
期間はさまざまだが3ヶ月〜1年間は熟成させる。
何十年ものもある。
焼酎の工程は以上です。
焼酎はよく日本酒やワインより悪酔いしないと言われます。
たしかにこれは一理あるのです。
理由は“蒸留”という工程にあります。
人間はアルコールを摂取すると、
まず、アルコールを酵素(ADH)で分解し、アセトアルデヒドに変えます。
これが頭痛や吐き気の原因。これをさらに別の酵素(ALDH)により分解され、
酢酸になり最終的に炭酸ガスと水に分解されます。
ここまで分解されれば悪酔い、二日酔いの恐れはありません。
ただ、分解が追いつかなくなって
アセトアルデヒドの状態のままだと例の飲み過ぎによる“後悔”が起こるのです。
日本酒やワイン、ビールなどの醸造酒は、数種類のアルコールが入っています。
それに比べ焼酎は、蒸留により一種類のアルコールしか存在しません。
つまり分解対象物が1種類なわけですから分解も容易なのです。
これが焼酎などの蒸留酒が悪酔い、二日酔いになり難いと言われる所以です。
もちろん肝機能に個人差はあるので、
蒸留酒だろうとちょっと飲んで頭が痛くなる人は当然います。
ちなみにのアルコールを分解する酵素(ALDH)には2種類あり
1型は濃度が高くなってから作用し、分解スピードが遅く
2型は濃度が低い状態から活発に働く強力な酵素。
このALDH2型の酵素が少ない人が一般的に言う“酒が弱い人”に当たります。
自分が強いかどうか調べるのに簡単な方法があります。
きっとやった事がある人も多いと思います。
腕に消毒用アルコールを含ませたバンソコウを10分間貼って取ってみます。
無反応なら2型の正常活性遺伝子型の持ち主。ピンクはやや少ない。
赤くなっていたら、あなたは2型がない遺伝子型なので気をつけて下さい。
ただ反応がどうだろうと、やはり肝臓の負担は避けられないので
自分の肝臓にはちゃんと休日を作ってあげるのは当然です。
と最後に自分に釘を刺してみる…。
焼酎って仏ではなかなか手に入りませんし
ましてや百年の孤独なんて仏のどこを探してもないでしょう…。
以前にも言いましたが焼酎はブランデーやウィスキーと同じ蒸留酒です。
ワイン、日本酒、ビールなどの醸造酒を蒸留したものがこれに当たります。
昔、タイから沖縄に蒸留技術が伝えられ焼酎が作られ
鹿児島を経由して全国に広まったと言われています。
ですから南に焼酎の蔵元が多いのは当然なんですね。
【原料】
ご存知の通り焼酎の原料にはさまざま種類があります。
・米:洗米→浸漬→蒸米(日本酒と同じ)
・大麦:丸麦はしっかりと浸漬した後に蒸す。
・芋:1時間位蒸してから潰し放冷。
・黒糖:お湯で溶かして仕込みに使用する。
・その他 (そば、トウモロコシetc)
製造方法
1.製麹
全種の焼酎の麹原料は米で、一部では大麦が使われる。
麹菌はクエン酸生成能力を持つ黒麹菌(Aspergillus awamori)か白麹(Asp.kawachi)
を使用。製麹工程の流れは清酒と同じ。(清酒の項はコチラ)
焼酎は、芋などの粗原料を使用しているために酸敗しやすい。
ましてや九州方面の暖地なら尚更だ。
しかし焼酎で使用される麹菌のクエン酸生成により
静菌作用があるため問題はない。
2.仕込み(醪造り)
清酒とは違って酒母(酵母を純粋培養したもの)造りを行わずに
二段仕込みで醪を造る。ちなみに泡盛は一次仕込みのみを行う。
2-1.一次仕込み
麹米に酵母を加え発酵させる。一週間ほどで熟成完了。
この時点でアルコール度は14%前後
2-2,二次仕込み
一次もろみに主原料を加える。ここで入れる原料によって焼酎の種類が決まる。
主原料によって仕込み時間は異なる。
3.蒸留
できた醪を下から熱する。そして蒸発した気体を冷やして得られた液体が焼酎。
だいたいアルコール度数は2.5倍に上がる。
つまり醪の段階で14%なら蒸留してできた焼酎は35%となる。
4.濾過
エステル類などにより白濁し、油状になって浮遊しているので取り除く。
5.熟成
期間はさまざまだが3ヶ月〜1年間は熟成させる。
何十年ものもある。
焼酎の工程は以上です。
焼酎はよく日本酒やワインより悪酔いしないと言われます。
たしかにこれは一理あるのです。
理由は“蒸留”という工程にあります。
人間はアルコールを摂取すると、
まず、アルコールを酵素(ADH)で分解し、アセトアルデヒドに変えます。
これが頭痛や吐き気の原因。これをさらに別の酵素(ALDH)により分解され、
酢酸になり最終的に炭酸ガスと水に分解されます。
ここまで分解されれば悪酔い、二日酔いの恐れはありません。
ただ、分解が追いつかなくなって
アセトアルデヒドの状態のままだと例の飲み過ぎによる“後悔”が起こるのです。
日本酒やワイン、ビールなどの醸造酒は、数種類のアルコールが入っています。
それに比べ焼酎は、蒸留により一種類のアルコールしか存在しません。
つまり分解対象物が1種類なわけですから分解も容易なのです。
これが焼酎などの蒸留酒が悪酔い、二日酔いになり難いと言われる所以です。
もちろん肝機能に個人差はあるので、
蒸留酒だろうとちょっと飲んで頭が痛くなる人は当然います。
ちなみにのアルコールを分解する酵素(ALDH)には2種類あり
1型は濃度が高くなってから作用し、分解スピードが遅く
2型は濃度が低い状態から活発に働く強力な酵素。
このALDH2型の酵素が少ない人が一般的に言う“酒が弱い人”に当たります。
自分が強いかどうか調べるのに簡単な方法があります。
きっとやった事がある人も多いと思います。
腕に消毒用アルコールを含ませたバンソコウを10分間貼って取ってみます。
無反応なら2型の正常活性遺伝子型の持ち主。ピンクはやや少ない。
赤くなっていたら、あなたは2型がない遺伝子型なので気をつけて下さい。
ただ反応がどうだろうと、やはり肝臓の負担は避けられないので
自分の肝臓にはちゃんと休日を作ってあげるのは当然です。
と最後に自分に釘を刺してみる…。
ボトルの混濁と沈殿物 [醸造学]
時々、買ったワインに何か沈殿しているのを見た事はないでしょうか。
時には濁っていたり。。
ボトリング時は何もなかったのに、店頭に並ぶ頃にボトル内で化学変化がおきて
沈殿物ができたり混濁したりする時があるんです。
そこで今回は、ワインボトルの混濁、沈殿物について代表的なものを上げておきます。
1、鉄の沈殿 (Casse ferrique)
赤の場合は鉄がポリフェノールの結合して酸化し、赤紫色の沈殿物
白の場合は鉄がリン酸と結合して酸化し、白色の沈殿物が発生する。
一般的にワイン中の鉄は2〜5mgである。これが10mg/l以上存在してしまうと
低温状況下などで起こってしまう。
処理方法:亜硫酸、アラビアンゴム、アスコルビン酸、カゼインによるコラージュ
*特に多い場合は、赤の場合はフィチン酸カルシウム(pytate de calcium)、
白にはフェロシアン化カリウム(ferrocyanure de K)を使用する。
2、銅の沈殿 (Casse cuivrique)
これは特に白ワインに起こる現象。鉄混濁とは逆に還元下で起こる現象なので
空気の遮断、太陽光などによるボトル温度の上昇、フリー亜硫酸、タンパク質などが
原因。銅が0.5mg/l以上存在するとリスクが高い。
処理方法:ベントナイト、アラビアンゴム、NaSやKSの後に清澄作業で除去。
3、酒石沈殿 (Precipitation tartrique)
この現象はよく耳にしたり見た事がある方も多いでしょう。
これは酒石酸カリウムor酒石酸カルシウムの結晶。それを促す要因としては
アルコール度上昇、温度低下、PH、酒石酸とカリウム含有量、コロイド
熟成(タンニンやアンとシアニンの上昇)などが上げられる。
処理方法 (冷却法によるものは3種類)
・長期冷却法 (stabilisation longue)
8〜10日間ワインを0度以下に冷却させ、結晶化させて除去する。
欠点は酸化、色素が落ちてしまう。
・コンタクト冷却法 (procede par contact)
酒石酸水素カリウム(HTK)を加える事により、0度で4時間の冷却で済む方法。
・連続冷却法 (procede continu)
機械によって異なるが1〜2時間くらいで終わる。
4、タンパク混濁 (casse proteique)
タンニンと結合して白く沈殿する。ベントナイトによるコラージュで処理する。
他にも微生物によるものや、時には澱(ブドウなどの残骸、土)なども入っている事もある。
このようにボトル内の混濁・沈殿と言ってもいろいろあるのです。
なのでボトリング前に必ず上記のような成分量を全て調べてからリスクがないかを確かめ、もしも一定量より多い場合には対処しなければなりません。
ボトリング前に予測テストを行う機械もある。

チューブの中に処理したワインなどを入れて、水を敷き、設定温度にして指定時間
待って反応を見る。
これらの混濁、沈殿を良しとするかしないかはそれぞれワインメーカーさんの判断。
銅や鉄などは醸造器具や機械由来なので防ぐ方法はいくらでもある。
ただ、酒石沈殿に関しては別に目をつぶっても良いのではないかと個人的に思う。
体にも無害だし、わざわざ機械に通してワインにストレスをためるよりは
そのままでも良いように思う。
それに熟成が進めば進むほど出来てしますものですから。
時には濁っていたり。。
ボトリング時は何もなかったのに、店頭に並ぶ頃にボトル内で化学変化がおきて
沈殿物ができたり混濁したりする時があるんです。
そこで今回は、ワインボトルの混濁、沈殿物について代表的なものを上げておきます。
1、鉄の沈殿 (Casse ferrique)
赤の場合は鉄がポリフェノールの結合して酸化し、赤紫色の沈殿物
白の場合は鉄がリン酸と結合して酸化し、白色の沈殿物が発生する。
一般的にワイン中の鉄は2〜5mgである。これが10mg/l以上存在してしまうと
低温状況下などで起こってしまう。
処理方法:亜硫酸、アラビアンゴム、アスコルビン酸、カゼインによるコラージュ
*特に多い場合は、赤の場合はフィチン酸カルシウム(pytate de calcium)、
白にはフェロシアン化カリウム(ferrocyanure de K)を使用する。
2、銅の沈殿 (Casse cuivrique)
これは特に白ワインに起こる現象。鉄混濁とは逆に還元下で起こる現象なので
空気の遮断、太陽光などによるボトル温度の上昇、フリー亜硫酸、タンパク質などが
原因。銅が0.5mg/l以上存在するとリスクが高い。
処理方法:ベントナイト、アラビアンゴム、NaSやKSの後に清澄作業で除去。
3、酒石沈殿 (Precipitation tartrique)
この現象はよく耳にしたり見た事がある方も多いでしょう。
これは酒石酸カリウムor酒石酸カルシウムの結晶。それを促す要因としては
アルコール度上昇、温度低下、PH、酒石酸とカリウム含有量、コロイド
熟成(タンニンやアンとシアニンの上昇)などが上げられる。
処理方法 (冷却法によるものは3種類)
・長期冷却法 (stabilisation longue)
8〜10日間ワインを0度以下に冷却させ、結晶化させて除去する。
欠点は酸化、色素が落ちてしまう。
・コンタクト冷却法 (procede par contact)
酒石酸水素カリウム(HTK)を加える事により、0度で4時間の冷却で済む方法。
・連続冷却法 (procede continu)
機械によって異なるが1〜2時間くらいで終わる。
4、タンパク混濁 (casse proteique)
タンニンと結合して白く沈殿する。ベントナイトによるコラージュで処理する。
他にも微生物によるものや、時には澱(ブドウなどの残骸、土)なども入っている事もある。
このようにボトル内の混濁・沈殿と言ってもいろいろあるのです。
なのでボトリング前に必ず上記のような成分量を全て調べてからリスクがないかを確かめ、もしも一定量より多い場合には対処しなければなりません。
ボトリング前に予測テストを行う機械もある。

チューブの中に処理したワインなどを入れて、水を敷き、設定温度にして指定時間
待って反応を見る。
これらの混濁、沈殿を良しとするかしないかはそれぞれワインメーカーさんの判断。
銅や鉄などは醸造器具や機械由来なので防ぐ方法はいくらでもある。
ただ、酒石沈殿に関しては別に目をつぶっても良いのではないかと個人的に思う。
体にも無害だし、わざわざ機械に通してワインにストレスをためるよりは
そのままでも良いように思う。
それに熟成が進めば進むほど出来てしますものですから。
清澄作業(フィルター編) [醸造学]
前回に引き続き清澄作業のフィルター処理について。
ワイン醸造におけるフィルターとは、
ワインあるいは果汁をフィルターに通す事により特定の微粒子を取り除く作業である。
つまり清澄目的だけでなく、濃縮目的にも用いられるものもある。
ワインに含まれる粒子といっても様々な種類、そして大きさが異なる。
・particules sedimentation(沈殿物)←0.01〜10mm
・levures (酵母)←1〜10 µm
・bactéries (バクテリア)←0,1〜1µm
・substances colloidales(コロイド粒子)←1〜10μm
・substances soluble(水に溶けている微粒子)←0.05〜5nm
※1mm=1000μm
除きたい対象物によって使われるフィルターが異なる。
ワイン濾過のフィルターは、
荒濾過(filtration degrossissante)、仕上げ濾過(filtration fin)、無菌濾過(filtration sterilisante)と段階に分けられる。
1.filtration avec les plaques/les modules lenticulaires/les cartouche
・filtration sur plaques (板状タイプ)
セルロース繊維やケイ藻土でできた四角いシート状のフィルターを用いた濾過。
シートの目の粗さを変えることで、荒濾過から仕上げ濾過まで行うことができるが
主に瓶詰め前の濾過で使われる事が多い。
・filtration sur modules lenticulaires (レンズ状ろ紙のタイプ)
・filtration sur cartouche (筒状ろ紙タイプ)
2.filtration alluvionnage (ケイ藻土濾過器)
ケイ藻土を使って層を作り減圧して濾過するタイプ。
ケイ藻土には、kieselguhr naturel、kieselguhr calcine、kieselguhr fritteと
粗さが異なる3種類がある。
連続式真空回転ろ過機(filtre rotatif sous vide)もこのケイ藻土濾過器の一種で
目詰まりおきにくいので、澱などの濁った液を濾過するために使われる。
3.filtration tangentielle (クロス式フィルター)
平行方向に液を流し、垂直方向に圧力をかけることで連続的に濾過を行う。
4.filtration sur membrane (メンブランフィルター)
・microfiltration (ミクロフィルター)
酵母や乳酸菌などのバクテリアを取り除ける。

・ultrafiltraion (ウルトラフィルター)
コロイド粒子(ウィルスなど)タンパク質やタンニン、色素の除去可能。

・osmose inverse (逆浸透膜)
アルコール度の調整に使われる。主にアルコールの低減(エタノールの抜く)。
テスト用装置

・dialyse (電気透析)
ボトリング後の酒石沈殿をなくすため酒石酸に結合するカリウムを取り除く。
そうする事により結合せずに酒石酸としてワイン中に残る。

フィルターに通されたワインはこうなる↓

フィルターはワインの清澄度、安全性を高めるが同時にフェノール類、エステル
香り成分なども飛んでしまう恐れがある。
かといってしないと劣化のリスクも高まってしまう。
コラージュと同様にフィルターも使用する際は熟考が必要な大事な作業である。
ワイン醸造におけるフィルターとは、
ワインあるいは果汁をフィルターに通す事により特定の微粒子を取り除く作業である。
つまり清澄目的だけでなく、濃縮目的にも用いられるものもある。
ワインに含まれる粒子といっても様々な種類、そして大きさが異なる。
・particules sedimentation(沈殿物)←0.01〜10mm
・levures (酵母)←1〜10 µm
・bactéries (バクテリア)←0,1〜1µm
・substances colloidales(コロイド粒子)←1〜10μm
・substances soluble(水に溶けている微粒子)←0.05〜5nm
※1mm=1000μm
除きたい対象物によって使われるフィルターが異なる。
ワイン濾過のフィルターは、
荒濾過(filtration degrossissante)、仕上げ濾過(filtration fin)、無菌濾過(filtration sterilisante)と段階に分けられる。
1.filtration avec les plaques/les modules lenticulaires/les cartouche
・filtration sur plaques (板状タイプ)
セルロース繊維やケイ藻土でできた四角いシート状のフィルターを用いた濾過。
シートの目の粗さを変えることで、荒濾過から仕上げ濾過まで行うことができるが
主に瓶詰め前の濾過で使われる事が多い。
・filtration sur modules lenticulaires (レンズ状ろ紙のタイプ)
・filtration sur cartouche (筒状ろ紙タイプ)
2.filtration alluvionnage (ケイ藻土濾過器)
ケイ藻土を使って層を作り減圧して濾過するタイプ。
ケイ藻土には、kieselguhr naturel、kieselguhr calcine、kieselguhr fritteと
粗さが異なる3種類がある。
連続式真空回転ろ過機(filtre rotatif sous vide)もこのケイ藻土濾過器の一種で
目詰まりおきにくいので、澱などの濁った液を濾過するために使われる。
3.filtration tangentielle (クロス式フィルター)
平行方向に液を流し、垂直方向に圧力をかけることで連続的に濾過を行う。
4.filtration sur membrane (メンブランフィルター)
・microfiltration (ミクロフィルター)
酵母や乳酸菌などのバクテリアを取り除ける。

・ultrafiltraion (ウルトラフィルター)
コロイド粒子(ウィルスなど)タンパク質やタンニン、色素の除去可能。

・osmose inverse (逆浸透膜)
アルコール度の調整に使われる。主にアルコールの低減(エタノールの抜く)。
テスト用装置

・dialyse (電気透析)
ボトリング後の酒石沈殿をなくすため酒石酸に結合するカリウムを取り除く。
そうする事により結合せずに酒石酸としてワイン中に残る。

フィルターに通されたワインはこうなる↓

フィルターはワインの清澄度、安全性を高めるが同時にフェノール類、エステル
香り成分なども飛んでしまう恐れがある。
かといってしないと劣化のリスクも高まってしまう。
コラージュと同様にフィルターも使用する際は熟考が必要な大事な作業である。
清澄作業 (コラージュ編) [醸造学]
よくネットや酒屋でのワインタグの説明欄に
“ノンコラージュ!” “ノンフィルター!”と書かれているのを
見た事がある方もいるのではないだろうか。
これらはワインを清澄させるための方法であり
その清澄作業を行っていないという事。
まず清澄作業と言って思い浮かぶのが「澱引き」だろう。
しかし、これだけでは手間と時間そして限界もある。
そこで、出て来る作業が「フィルター濾過」と「コラージュ」なのだ。
いつからかワインは透明度が高い(澄んでいるという事)ものが良いとされてきた。
沈殿物やワインが濁っているだけで
そのワインのイメージが悪くなってしまう傾向がある。
もちろん、中には微生物的あるいは化学的に不安定で(反応して)
劣化しやすいもしくはしているワインもある。
前回の章の“日本酒”も絞り立ては色が着いているものだが
市場で出回る頃には無色透明が一般的である。
これもしっかりと清澄作業を行っているからだ。
大半のワイナリーが、このコラージュ作業を行い
瓶詰め前にフィルターに通してボトリングをしている。
もちろん清澄剤やフィルターを使わずに、ワインが澄んでいて
且つ安定高なワインができればこれらの作業は全く必要ない!
現に前述した通りノンコラージュ、ノンフィルターのワインも市場にある。
現在でも清澄方法、有無については様々な議論がなされている。
今回は、この中でコラージュについて書こうと思う。
フランス語で“collage”。これは“糊付け”を意味する言葉。
清澄剤によって不純物質を結合させ、それらが沈殿してから上澄みを取る作業。
この作業は、ワインの清澄と微生物的化学的安定化の向上という大きな目的がある。
その糊となる清澄剤はいくつも種類がある。
・bentonites(ベントナイト)

粘土の一種。白ワイン、もしくはロゼに使用される。
ロゼの場合、色素を多少取ってしまう恐れもある。使用量は40〜80g/hl。
利点は酸化ポリフェノール、銅やタンパクの混濁減少が見込める。酵素も除去される。
・gelatines(ゼラチン)

これは動物の骨や皮膚に含まれるコラーゲンに含まれるタンパク質。
赤ワインに使われるが、特に渋み(タンニン)の強いワインなどに
使うと滑らかに仕上がる。ワインの安定化にも良い。
使用量としてはだいたい5〜15g/hl。コラージュ期間は5〜6日。
白ワインにはsol de silice(珪藻土)と併用して使う事もある。
・alubumines d'oeuf(卵アルブミン)、blanc d'oeuf(卵白)
卵アルブミンは粉状になっており、水で溶かして、数時間おいてから使用する。
(5〜15g/hl)赤やロゼにも時々使われる。渋みも除去される。
新鮮な卵白をそのまま使用するシャトーもある。(シャトー・ムートンetc)
1つの樽につき3〜8個の卵白を使用。
これも塩化ナトリウムが入った水と一緒に別容器で混ぜてからぶち込む。
赤ワインに使用される事が多く、使用過度によるリスクがない。
・colle de poisson(魚由来の清澄剤)
魚の浮き袋から抽出される物質。タンニンの少ない白ワインの清澄作業に最適と
されている。使用量1〜3g/hl。白にベントナイトと併用して使われる事が多い。
タンニン、ベントナイト、珪藻土と併用する事もある。
・caseine(カゼイン)
牛乳から抽出されるタンパク質。粉末になっていて水で10倍希釈させて混ぜる。
カゼインの利点として酸化沈殿の原因ともなる鉄分、欠陥臭の除去してくれるが
フルーティーな香りも飛んでしまう恐れはある。白ワインに特に効果的。
赤はゼラチンに比べると効果は低い。使用量は5〜20g/hl。
よくベントナイトと併用して使われる。酸化の予防にもなる。
アレルギーのある消費者のため表記しなければならない
・PVPP(粒状ポリビニルポリピロリドン)
酸化の治療、予防に良いので酸化気味のワインに使うのも良し。
渋みの除去も期待できる。使用量:15〜30g/l
・charbons(活性炭)
日本酒でよく使われる清澄剤。色取りに最適。欠陥臭、味の除去。
使用過度に超注意!!ワインではあまり主流ではない。
それ以外にもまだいろいろと清澄剤として使われるものが沢山あるが
清澄剤として使われるものは動物性タンパク質やごく自然に存在する無機物。
人間の健康に影響するものは少ない。そのため他の添加作業とはわけが違う。
それに最終的には沈殿し処理するのですから。
ではなぜこの作業が敬遠されがちなのか。
それは多少なりともワインの良い特徴(成分など)が、この作業によって取り除かれるからだ。
使用有無、方法、量については十分な熟考が必要だ。
なお清澄作業の写真は以前に載せたのでこちらをどうぞご覧下さい。
“ノンコラージュ!” “ノンフィルター!”と書かれているのを
見た事がある方もいるのではないだろうか。
これらはワインを清澄させるための方法であり
その清澄作業を行っていないという事。
まず清澄作業と言って思い浮かぶのが「澱引き」だろう。
しかし、これだけでは手間と時間そして限界もある。
そこで、出て来る作業が「フィルター濾過」と「コラージュ」なのだ。
いつからかワインは透明度が高い(澄んでいるという事)ものが良いとされてきた。
沈殿物やワインが濁っているだけで
そのワインのイメージが悪くなってしまう傾向がある。
もちろん、中には微生物的あるいは化学的に不安定で(反応して)
劣化しやすいもしくはしているワインもある。
前回の章の“日本酒”も絞り立ては色が着いているものだが
市場で出回る頃には無色透明が一般的である。
これもしっかりと清澄作業を行っているからだ。
大半のワイナリーが、このコラージュ作業を行い
瓶詰め前にフィルターに通してボトリングをしている。
もちろん清澄剤やフィルターを使わずに、ワインが澄んでいて
且つ安定高なワインができればこれらの作業は全く必要ない!
現に前述した通りノンコラージュ、ノンフィルターのワインも市場にある。
現在でも清澄方法、有無については様々な議論がなされている。
今回は、この中でコラージュについて書こうと思う。
フランス語で“collage”。これは“糊付け”を意味する言葉。
清澄剤によって不純物質を結合させ、それらが沈殿してから上澄みを取る作業。
この作業は、ワインの清澄と微生物的化学的安定化の向上という大きな目的がある。
その糊となる清澄剤はいくつも種類がある。
・bentonites(ベントナイト)

粘土の一種。白ワイン、もしくはロゼに使用される。
ロゼの場合、色素を多少取ってしまう恐れもある。使用量は40〜80g/hl。
利点は酸化ポリフェノール、銅やタンパクの混濁減少が見込める。酵素も除去される。
・gelatines(ゼラチン)

これは動物の骨や皮膚に含まれるコラーゲンに含まれるタンパク質。
赤ワインに使われるが、特に渋み(タンニン)の強いワインなどに
使うと滑らかに仕上がる。ワインの安定化にも良い。
使用量としてはだいたい5〜15g/hl。コラージュ期間は5〜6日。
白ワインにはsol de silice(珪藻土)と併用して使う事もある。
・alubumines d'oeuf(卵アルブミン)、blanc d'oeuf(卵白)
卵アルブミンは粉状になっており、水で溶かして、数時間おいてから使用する。
(5〜15g/hl)赤やロゼにも時々使われる。渋みも除去される。
新鮮な卵白をそのまま使用するシャトーもある。(シャトー・ムートンetc)
1つの樽につき3〜8個の卵白を使用。
これも塩化ナトリウムが入った水と一緒に別容器で混ぜてからぶち込む。
赤ワインに使用される事が多く、使用過度によるリスクがない。
・colle de poisson(魚由来の清澄剤)
魚の浮き袋から抽出される物質。タンニンの少ない白ワインの清澄作業に最適と
されている。使用量1〜3g/hl。白にベントナイトと併用して使われる事が多い。
タンニン、ベントナイト、珪藻土と併用する事もある。
・caseine(カゼイン)
牛乳から抽出されるタンパク質。粉末になっていて水で10倍希釈させて混ぜる。
カゼインの利点として酸化沈殿の原因ともなる鉄分、欠陥臭の除去してくれるが
フルーティーな香りも飛んでしまう恐れはある。白ワインに特に効果的。
赤はゼラチンに比べると効果は低い。使用量は5〜20g/hl。
よくベントナイトと併用して使われる。酸化の予防にもなる。
アレルギーのある消費者のため表記しなければならない
・PVPP(粒状ポリビニルポリピロリドン)
酸化の治療、予防に良いので酸化気味のワインに使うのも良し。
渋みの除去も期待できる。使用量:15〜30g/l
・charbons(活性炭)
日本酒でよく使われる清澄剤。色取りに最適。欠陥臭、味の除去。
使用過度に超注意!!ワインではあまり主流ではない。
それ以外にもまだいろいろと清澄剤として使われるものが沢山あるが
清澄剤として使われるものは動物性タンパク質やごく自然に存在する無機物。
人間の健康に影響するものは少ない。そのため他の添加作業とはわけが違う。
それに最終的には沈殿し処理するのですから。
ではなぜこの作業が敬遠されがちなのか。
それは多少なりともワインの良い特徴(成分など)が、この作業によって取り除かれるからだ。
使用有無、方法、量については十分な熟考が必要だ。
なお清澄作業の写真は以前に載せたのでこちらをどうぞご覧下さい。
SAKE! [醸造学]
SAKEは世界に誇れる国酒である!
「SAKE」は「SUSHI」や「MANGA」と同じくらい世界中で知られている日本語。
しかし、意外にもその製造方法は知られていない。
そもそも原料が何から出来ているのかも知らない外人も多い。
彼らの“sake”のイメージはアルコールがすごく高くできつ〜いお酒。
そう聞くと彼らが言っているのは焼酎の事?
たしかに何人かは芋からできているんだろと言う人もいた。
日本人が海外でsakeと使う時はおそらく日本酒を指している方が多いだろう。
しかし、ここで外人とのおおきな相違がある。
彼らにとってsakeは日本酒だけではなく焼酎も含まれ、“sake=日本の酒”なのである。
しかし、日本のお酒に日本酒と焼酎の2種類あるというのを知っている外人は非常に少ない。
日本酒と焼酎の違いを簡単に説明するならば
日本酒を蒸留したものが米焼酎である。
したがってワインを蒸留したのがブランデーなので
外人さんには“日本酒=ワイン”で“焼酎=ブランデー”と説明してあげると
非常に納得がいくようだ。
という事で、いろんな方からリクエストも頂いたので日本酒の工程を
もう少し詳しくご紹介。
1.精米
精米の程度は※精米歩号(%)で表され、この数値が低いほど酒質は向上する。
名称別に比べると…
・大吟醸、純米大吟醸 ←50%以下
・吟醸、純米吟醸 ←60%以下
・本醸造 ←70%以下
・純米 ←規定無し
※ (白米kg/玄米kg)×100
2.洗米
ぬかを洗い落とす。現在はスクリューコンベア式の洗米機を使う。
この機械は一方から米を、もう一方から水を入れて米を流動させて洗われる。
3.浸漬
浸漬時間(2〜20時間)が過ぎたら、水を抜いて蒸し釜へ移す。
4.蒸米
約30分間、白米を蒸す。これはこの後の糖化酵素の作用を
受けやすくすると同時に麹菌の繁殖を容易にするために行う。
蒸しが終わったら人肌に冷却して麹用と仕込み用に別けられる。
5.製麹
麹とは何か。これは穀物に糸状菌(カビ)を繁殖させたものである。
室温28度の麹室で人肌の温度になった麹用の蒸米に麹菌を入れて
床揉みして繁殖させる。
6.酒母造り
現在は速醸もとが主流で、これは乳酸添加により酵母以外の微生物の繁殖を抑え
清酒酵母だけを純粋に培養する方法。10日ほどでできる。
7.仕込み(醪造り)
酒母に麹、水、蒸米を合わせたのが醪(もろみ)です。
三段仕込みと平行複発酵などの方法がある。
前者は蒸米、麹、水を3回に分けて徐々に増量させ
諸味中の酵母密度を上げる事により雑菌の繁殖を防ぐ方法である。
おおむねこの方法が用いられる事が多い。
後者は糖化と発酵を同時に進行させて方法で、
これを用いると最終段階の諸味には約20%のアルコールが生成される。
発酵期間はだいたい3〜5週間。
ちなみにアルコール添加はこの醪ができてから数日たった頃に行う。
意外に日本酒のアル添に関しては述べられていない。
これはおそらく“アル添”と言うだけで消費者の中に不純物混入だ!と思う輩が
いるせいなのだろう。アルコール添加の理由は
・日本酒度(アルコールとエキス分の比率)を上げる事により辛口にする。
・香りを引き出す、微生物の安定など。
ちなみにアルコール添加の有無は、
名前に純米と記載されていればその酒はアルコール無添加である。
8.上槽(じょうそう)
出来上がった醪を搾り機や布で濾す作業のこと。これにより清酒と酒粕に分ける。
ちなみに女性で好きな方が多い「にごり酒」。これは、通常よりも粗い目の布で
濾す事により、お酒の中に粕を残して造ったもの。
中には火入れもせずに瓶詰めして市場に出されるのも多い。
そのため酵母は生きている状態なので発砲性がある。
9.火入れ
昔は直火でしていたらしいが、現在は熱湯に浸した蛇管を通したり
ボイラーの蒸気で65度まで加熱する。
耐熱性のある菌でも65度に2秒おけば菌数は1/10まで減少する。
なので長時間加熱する事はしない。火入れ後はなるべく早く温度を下げる。
10.火入れが終わったら貯蔵し熟成させて、もう一度火入れをして出荷される。
最後にワインに関しても同じ事が言えますが
清酒の分類は、あくまでも製法や原料を区別するためだけのもので、
その酒の価値を位置づけたものではありません。
あ〜日本酒が恋しい!!

「SAKE」は「SUSHI」や「MANGA」と同じくらい世界中で知られている日本語。
しかし、意外にもその製造方法は知られていない。
そもそも原料が何から出来ているのかも知らない外人も多い。
彼らの“sake”のイメージはアルコールがすごく高くできつ〜いお酒。
そう聞くと彼らが言っているのは焼酎の事?
たしかに何人かは芋からできているんだろと言う人もいた。
日本人が海外でsakeと使う時はおそらく日本酒を指している方が多いだろう。
しかし、ここで外人とのおおきな相違がある。
彼らにとってsakeは日本酒だけではなく焼酎も含まれ、“sake=日本の酒”なのである。
しかし、日本のお酒に日本酒と焼酎の2種類あるというのを知っている外人は非常に少ない。
日本酒と焼酎の違いを簡単に説明するならば
日本酒を蒸留したものが米焼酎である。
したがってワインを蒸留したのがブランデーなので
外人さんには“日本酒=ワイン”で“焼酎=ブランデー”と説明してあげると
非常に納得がいくようだ。
という事で、いろんな方からリクエストも頂いたので日本酒の工程を
もう少し詳しくご紹介。
1.精米
精米の程度は※精米歩号(%)で表され、この数値が低いほど酒質は向上する。
名称別に比べると…
・大吟醸、純米大吟醸 ←50%以下
・吟醸、純米吟醸 ←60%以下
・本醸造 ←70%以下
・純米 ←規定無し
※ (白米kg/玄米kg)×100
2.洗米
ぬかを洗い落とす。現在はスクリューコンベア式の洗米機を使う。
この機械は一方から米を、もう一方から水を入れて米を流動させて洗われる。
3.浸漬
浸漬時間(2〜20時間)が過ぎたら、水を抜いて蒸し釜へ移す。
4.蒸米
約30分間、白米を蒸す。これはこの後の糖化酵素の作用を
受けやすくすると同時に麹菌の繁殖を容易にするために行う。
蒸しが終わったら人肌に冷却して麹用と仕込み用に別けられる。
5.製麹
麹とは何か。これは穀物に糸状菌(カビ)を繁殖させたものである。
室温28度の麹室で人肌の温度になった麹用の蒸米に麹菌を入れて
床揉みして繁殖させる。
6.酒母造り
現在は速醸もとが主流で、これは乳酸添加により酵母以外の微生物の繁殖を抑え
清酒酵母だけを純粋に培養する方法。10日ほどでできる。
7.仕込み(醪造り)
酒母に麹、水、蒸米を合わせたのが醪(もろみ)です。
三段仕込みと平行複発酵などの方法がある。
前者は蒸米、麹、水を3回に分けて徐々に増量させ
諸味中の酵母密度を上げる事により雑菌の繁殖を防ぐ方法である。
おおむねこの方法が用いられる事が多い。
後者は糖化と発酵を同時に進行させて方法で、
これを用いると最終段階の諸味には約20%のアルコールが生成される。
発酵期間はだいたい3〜5週間。
ちなみにアルコール添加はこの醪ができてから数日たった頃に行う。
意外に日本酒のアル添に関しては述べられていない。
これはおそらく“アル添”と言うだけで消費者の中に不純物混入だ!と思う輩が
いるせいなのだろう。アルコール添加の理由は
・日本酒度(アルコールとエキス分の比率)を上げる事により辛口にする。
・香りを引き出す、微生物の安定など。
ちなみにアルコール添加の有無は、
名前に純米と記載されていればその酒はアルコール無添加である。
8.上槽(じょうそう)
出来上がった醪を搾り機や布で濾す作業のこと。これにより清酒と酒粕に分ける。
ちなみに女性で好きな方が多い「にごり酒」。これは、通常よりも粗い目の布で
濾す事により、お酒の中に粕を残して造ったもの。
中には火入れもせずに瓶詰めして市場に出されるのも多い。
そのため酵母は生きている状態なので発砲性がある。
9.火入れ
昔は直火でしていたらしいが、現在は熱湯に浸した蛇管を通したり
ボイラーの蒸気で65度まで加熱する。
耐熱性のある菌でも65度に2秒おけば菌数は1/10まで減少する。
なので長時間加熱する事はしない。火入れ後はなるべく早く温度を下げる。
10.火入れが終わったら貯蔵し熟成させて、もう一度火入れをして出荷される。
最後にワインに関しても同じ事が言えますが
清酒の分類は、あくまでも製法や原料を区別するためだけのもので、
その酒の価値を位置づけたものではありません。
あ〜日本酒が恋しい!!

よこはま醤油 [醸造学]
大学仲間宅で久々に寿司会をした。
家から持参した醤油が、話の流れで今回の会の議題となった。
ちなみに私が日本に戻るたびに持ち帰ってくる醤油が「よこはま醤油」。

蔵は市内にあり、直接注文しに行くため、いろいろ見せてくれたり話もしてくれる。
私はこのまろやか過ぎる“よこはま醤油”が大好きだ。
これの他にキッコーマンの濃口醤油も味比べのために持参した。
醤油は言わずと知れた世界に誇れる日本の発酵調味料の代表である。
現在、フランス人のワインの年間消費量は1人あたり約50Lと言われる。
一方で日本における醤油の年間消費量は1人あたり10L弱。
これは仏人がワインボトル7本飲んでいる間に日本人は1Lペットボトル醤油を
1本消費してしまう計算になる。
醤油はもちろん単体で飲む事はないので、そう考えるとこの数字はすごい!
同じ醸造を専門にする仲間内で異国の発酵食品の醸造行程の話も結構盛り上がる。
こっちに来て日本酒と同様に醤油について聞かれる事が結構ある。
おかげで日本にいる時よりも今のほうが詳しくなった。
近年の寿司ブームでフランスのどこのデパートにも醤油は置いてあり
仏人にとっても結構身近な調味料の一つである。
醤油を造るにあたって原料としてタンパク質(大豆)とでんぷん質(小麦)が必要である。
醤油はフランス語で「sauce de soja(ソースドソージャ)」英語で「soy sauce」。
だから100%大豆から作られていると思われがちだが実は違うのだ。
・タンパク質(大豆もしくは加工品)
昔は醤油の原料として大豆のみが用いられていたが
大豆に含まれる油は醤油製造に全く必要ないので、以前から丸大豆の代わりに脱脂大豆が使用されていた。市場の8割がこの脱脂大豆を原料としている。
・でんぷん質(小麦)
醤油の製造にはでんぷんが重要である。うまみに関連するグルタミン酸も豊富。
あとは食塩、種麹、水など。
《醤油の製造工程》
1.原料処理
大豆を蒸煮する。タンパク質を加熱変性させ、麹のタンパク質分解酵素の作用を受けやすくするため。この蒸煮が不十分だと後々、タンパク質混濁が起こったり、逆にやりすぎてしまうと酵素反応が受け難くなる。
小麦は熱処理後、炒り(しゃごう)、割砕する。
2.整麹
大豆と麦の熱を下げてから種麹を加える。整麹時間は3、4日。
3.仕込み(主役:酵素→乳酸菌→酵母)
発酵タンクに食塩水を入れ、できた麹を投入(これが諸味)。
食塩水を入れたところで麹菌の繁殖は終わる。
そして、麹菌によって作り出された酵素によってタンパク質とでんぷん質を分解する。
タンパク質はうまみ成分のアミノ酸に。
でんぷんは糖分に変わる。これがワインの工程ではない“糖化”という大事な作業。
この糖化が行われないと発酵しない。
そして1、2ヶ月後にはれて発酵が始まる!
まず行われるのが乳酸発酵。
しょうゆもワインと同様に乳酸菌を用いる(菌種は異なる)。
しかし、その用途は少し異なる。
ワインの場合は、必要に応じてこの作業を行うが
マロラクティック発酵(fermentation malolactique=FML)と言って
乳酸菌によって酸度の高いブドウ本来に含まれるリンゴ酸を
まろやかな酸である乳酸に換えるために用いる。
一方、醤油の場合は乳酸発酵によって糖分から乳酸を作る。
これにより醤油の酸味を形成すると共に、抗菌作用もある。
最終的に諸味内は酸性に傾き(pH5.0以下)、ほとんどの生物が死滅する。
最後には乳酸菌自体も死滅する。
そして次に活躍するのがワインでもおなじみの耐酸性のある酵母である。
(醤油の場合は耐塩性でもある菌を使用しなくてはならない)。
仕込み段階で麹が表面に浮くので、棒などで押し込み(ワインでいうバトナージュ)
麹の中身まで食塩水を十分に吸い込むようにして麹中の有害細菌の増殖を抑える。
通気撹拌(ルモンタージュ?ちょっと違うか)を行い発酵を促す。
これらの期間がワインに比べとても長い。
4月に諸味を仕込み、その後、自然の温度経過をたどり10月頃に醸造を終わる。
4.圧搾
諸味と液体と固形部分に分ける圧搾行程。
諸味をたいらに積み重ね、もろみの重さで圧搾する。
その後に強圧にかけて絞る。これを濾過したのが生揚(きあげ)醤油。
得られた液をタンクに入れ、数日間静置して、オリ引きを行う。
必要に応じて、セライトなどの濾過助剤を使う(ワインにも使われる)。
5.火入れ
火入れせずに濾過して酵母を無菌化した生醤油も市場にある。
火入れの目的は、微生物の殺菌、酵素(うまみ成分を分解する酵素)の失活
香り(火香)の向上など。80℃で10〜30分加熱して60℃前後に急冷して静置。
ちなみにワイン醸造にも“パスツリゼーション”といって同じように
加熱処理する事も稀にある。これについてはまた今度。
6.おり下げと濾過
火入れにより凝固した成分を沈殿させる。
オリ引きをして最後に濾過をする。
もちろんワインと同様、うまみ成分や香りの低下を懸念して濾過をしない蔵もある。
7.瓶詰め
製造行程はだいたいこんな感じ。
醤油とワイン、原料は全然違うものの、ワイン行程と重なる部分も多いので、話していて楽しい。
追記:
醤油の話題と同様に日本酒についてもかなり聞かれるので
以前、日記を作成して事がある。
しかしブログにアップする直前にすべて消えてしまった…。
日本酒についてはまた気が向いたら書こうと思う。
家から持参した醤油が、話の流れで今回の会の議題となった。
ちなみに私が日本に戻るたびに持ち帰ってくる醤油が「よこはま醤油」。
蔵は市内にあり、直接注文しに行くため、いろいろ見せてくれたり話もしてくれる。
私はこのまろやか過ぎる“よこはま醤油”が大好きだ。
これの他にキッコーマンの濃口醤油も味比べのために持参した。
醤油は言わずと知れた世界に誇れる日本の発酵調味料の代表である。
現在、フランス人のワインの年間消費量は1人あたり約50Lと言われる。
一方で日本における醤油の年間消費量は1人あたり10L弱。
これは仏人がワインボトル7本飲んでいる間に日本人は1Lペットボトル醤油を
1本消費してしまう計算になる。
醤油はもちろん単体で飲む事はないので、そう考えるとこの数字はすごい!
同じ醸造を専門にする仲間内で異国の発酵食品の醸造行程の話も結構盛り上がる。
こっちに来て日本酒と同様に醤油について聞かれる事が結構ある。
おかげで日本にいる時よりも今のほうが詳しくなった。
近年の寿司ブームでフランスのどこのデパートにも醤油は置いてあり
仏人にとっても結構身近な調味料の一つである。
醤油を造るにあたって原料としてタンパク質(大豆)とでんぷん質(小麦)が必要である。
醤油はフランス語で「sauce de soja(ソースドソージャ)」英語で「soy sauce」。
だから100%大豆から作られていると思われがちだが実は違うのだ。
・タンパク質(大豆もしくは加工品)
昔は醤油の原料として大豆のみが用いられていたが
大豆に含まれる油は醤油製造に全く必要ないので、以前から丸大豆の代わりに脱脂大豆が使用されていた。市場の8割がこの脱脂大豆を原料としている。
・でんぷん質(小麦)
醤油の製造にはでんぷんが重要である。うまみに関連するグルタミン酸も豊富。
あとは食塩、種麹、水など。
《醤油の製造工程》
1.原料処理
大豆を蒸煮する。タンパク質を加熱変性させ、麹のタンパク質分解酵素の作用を受けやすくするため。この蒸煮が不十分だと後々、タンパク質混濁が起こったり、逆にやりすぎてしまうと酵素反応が受け難くなる。
小麦は熱処理後、炒り(しゃごう)、割砕する。
2.整麹
大豆と麦の熱を下げてから種麹を加える。整麹時間は3、4日。
3.仕込み(主役:酵素→乳酸菌→酵母)
発酵タンクに食塩水を入れ、できた麹を投入(これが諸味)。
食塩水を入れたところで麹菌の繁殖は終わる。
そして、麹菌によって作り出された酵素によってタンパク質とでんぷん質を分解する。
タンパク質はうまみ成分のアミノ酸に。
でんぷんは糖分に変わる。これがワインの工程ではない“糖化”という大事な作業。
この糖化が行われないと発酵しない。
そして1、2ヶ月後にはれて発酵が始まる!
まず行われるのが乳酸発酵。
しょうゆもワインと同様に乳酸菌を用いる(菌種は異なる)。
しかし、その用途は少し異なる。
ワインの場合は、必要に応じてこの作業を行うが
マロラクティック発酵(fermentation malolactique=FML)と言って
乳酸菌によって酸度の高いブドウ本来に含まれるリンゴ酸を
まろやかな酸である乳酸に換えるために用いる。
一方、醤油の場合は乳酸発酵によって糖分から乳酸を作る。
これにより醤油の酸味を形成すると共に、抗菌作用もある。
最終的に諸味内は酸性に傾き(pH5.0以下)、ほとんどの生物が死滅する。
最後には乳酸菌自体も死滅する。
そして次に活躍するのがワインでもおなじみの耐酸性のある酵母である。
(醤油の場合は耐塩性でもある菌を使用しなくてはならない)。
仕込み段階で麹が表面に浮くので、棒などで押し込み(ワインでいうバトナージュ)
麹の中身まで食塩水を十分に吸い込むようにして麹中の有害細菌の増殖を抑える。
通気撹拌(ルモンタージュ?ちょっと違うか)を行い発酵を促す。
これらの期間がワインに比べとても長い。
4月に諸味を仕込み、その後、自然の温度経過をたどり10月頃に醸造を終わる。
4.圧搾
諸味と液体と固形部分に分ける圧搾行程。
諸味をたいらに積み重ね、もろみの重さで圧搾する。
その後に強圧にかけて絞る。これを濾過したのが生揚(きあげ)醤油。
得られた液をタンクに入れ、数日間静置して、オリ引きを行う。
必要に応じて、セライトなどの濾過助剤を使う(ワインにも使われる)。
5.火入れ
火入れせずに濾過して酵母を無菌化した生醤油も市場にある。
火入れの目的は、微生物の殺菌、酵素(うまみ成分を分解する酵素)の失活
香り(火香)の向上など。80℃で10〜30分加熱して60℃前後に急冷して静置。
ちなみにワイン醸造にも“パスツリゼーション”といって同じように
加熱処理する事も稀にある。これについてはまた今度。
6.おり下げと濾過
火入れにより凝固した成分を沈殿させる。
オリ引きをして最後に濾過をする。
もちろんワインと同様、うまみ成分や香りの低下を懸念して濾過をしない蔵もある。
7.瓶詰め
製造行程はだいたいこんな感じ。
醤油とワイン、原料は全然違うものの、ワイン行程と重なる部分も多いので、話していて楽しい。
追記:
醤油の話題と同様に日本酒についてもかなり聞かれるので
以前、日記を作成して事がある。
しかしブログにアップする直前にすべて消えてしまった…。
日本酒についてはまた気が向いたら書こうと思う。
シャンパン [醸造学]
ハンガリーから戻ってきて、すぐ翌日からは普段の生活に戻り
ブログを書く時間もなく、あっという間に2週間が過ぎてしまいました。
いろいろとネタはあったのですが……。
今日は知り合いの誕生日だったので、
夜中にちょっと集合して、シャンパンで乾杯!
シャンパンは「ゴッセ」を購入。
という事で今回はシャンパンについて。
Champagne(シャンパン)は、AOC(Appellation d'Origine Controlee)=「原産地呼称」に基づき、産地、使用品種(3種:Chardonnay,Pinot munier,Pinot noir)、収穫、醸造方法などなど厳しく規定がある。
それをすべてクリアしないと、「シャンパン」と表示してはいけない。
どこかの「自由の国」では、そんなの関係なしに
自国のスパークリングワインをシャンパンと表記している。
もちろんシャンパンの作り手が怒っているのは言う間でもない。
フランスではシャンパン以外のスパークリングワインはすべてVin mousseux(ヴァン・ムスー)と呼ばれる。
Vin mousseuxの醸造法はいくつかあるが、シャンパンの造り方は1種類しかない。
それが「Methode champenoise」(シャンパン方式)
この醸造方法は大きく2段階に分けられる。
1段階:白ワインと同じ課程で(赤ブドウも同様)、ベースとなるいろんなタイプの白ワインを作る。
2段階:それらをassemblage、酒石酸の安定化が終わった後に、二時発酵を瓶内でさせる。
現在ではシャンパンと呼べるもの以外のスパークリングワインに関しては「Methode champenoise」(シャンパン方式)使用と表現してもいけない。
「Methode traditionnelle」(メトッドゥ・トラディシオネル)と表記される。
その他にVin mousseuxを作る方法は他にもいろいろある。
例えば「methode charmat」(シャルマ方式)。
ちなみに「methode“en cuve close”」(キュベ・クローズ)もこれに当たる。
これは、二次発酵も密閉したタンクの中で行うというもの。一気に大量に生産でき効率は良い。
もちろんこちらのボトルの方が安価である。他には最後にガスを注入する方法など。
では、シャンパンができるまでについてもうちょっとだけ細かく書こうと思う。
1、Le pressurage(ブドウの圧搾)
シャンパンの使用品種の中には赤ブドウも使われるのでプレスの圧力は軽め。プレス機もシャンパーニュ特有の上下表面積が大きなプレス機。
2、Le debourbage et la fermentation (デブルバージュと発酵)
発酵前にデブルバージュ(清澄作業)を行う。主にベントナイトを使用するがシャンパーニュでは使用量が少なめ(25〜30g/hl)。
発酵は樽で行うかタンクで行うかはワイナリーによって違う。ただ温度管理などが大変なので(15〜20℃が基本)、タンクでの発酵を行うところが多い。
3、La fermentation malolactique(MLF)
マロラクティック発酵は、乳酸菌を添加してリンゴ酸から乳酸に転換される発酵の事。これにより酸味の低減、複雑味、フレーバー、微生物の安定化が見込める。ただ、MLFは悪い影響を与える時もあるので、これを行うどうかはワイナリー次第。ちなみに今日、飲んだゴッセはMLFをしていない。
4、Assemblage(調合)
畑、年度、品種の違うワインをブレンドします。そのためシャンパンには年度の記載がない。ただ、良いブドウが収穫された年などには同年のブドウだけを使い、特別にヴィンテージワインとして年数が記載され市場に出る事もある。
5、Le tirage en bouteille(瓶内2次発酵のためのリキュール添加)
ブレンドしたワインにシャンパン用の酵母(他の酵母にくら澱など固まりやすい)、糖を添加した(添加量:サッカロース500g/l)Liqueur de tirage(リキュール・ド・ティラージュ)と呼ばれる液体を加え、瓶詰めを行う。
6、La fermentation alcoolique(prise de mousse)
瓶内で二次発酵させカーブ内で最低15ヶ月ねむらせる。
7、La Remuage
澱(酵母の死骸)を瓶口に集める作業。数週間かけて少しずつ瓶をかたむけ、最終的に倒立状態にする。
8、Le degorgement(澱抜き)
特別な溶液に瓶口を浸し、澱部分を凍らせて、抜栓する。
するとガス圧で凍った部分が飛び出し、澱抜きは終了。
9、Dosage(門出リキュールの添加)
澱を除去した際に減ってしまった液量を補充する。シャンパンのタイプによって門出リキュール(liqueur d'expedition)の糖度も異なる。
これでコルク、針金、ラベルを貼って晴れてシャンパンが市場に渡る。
こんな感じです。
ブログを書く時間もなく、あっという間に2週間が過ぎてしまいました。
いろいろとネタはあったのですが……。
今日は知り合いの誕生日だったので、
夜中にちょっと集合して、シャンパンで乾杯!
シャンパンは「ゴッセ」を購入。
という事で今回はシャンパンについて。
Champagne(シャンパン)は、AOC(Appellation d'Origine Controlee)=「原産地呼称」に基づき、産地、使用品種(3種:Chardonnay,Pinot munier,Pinot noir)、収穫、醸造方法などなど厳しく規定がある。
それをすべてクリアしないと、「シャンパン」と表示してはいけない。
どこかの「自由の国」では、そんなの関係なしに
自国のスパークリングワインをシャンパンと表記している。
もちろんシャンパンの作り手が怒っているのは言う間でもない。
フランスではシャンパン以外のスパークリングワインはすべてVin mousseux(ヴァン・ムスー)と呼ばれる。
Vin mousseuxの醸造法はいくつかあるが、シャンパンの造り方は1種類しかない。
それが「Methode champenoise」(シャンパン方式)
この醸造方法は大きく2段階に分けられる。
1段階:白ワインと同じ課程で(赤ブドウも同様)、ベースとなるいろんなタイプの白ワインを作る。
2段階:それらをassemblage、酒石酸の安定化が終わった後に、二時発酵を瓶内でさせる。
現在ではシャンパンと呼べるもの以外のスパークリングワインに関しては「Methode champenoise」(シャンパン方式)使用と表現してもいけない。
「Methode traditionnelle」(メトッドゥ・トラディシオネル)と表記される。
その他にVin mousseuxを作る方法は他にもいろいろある。
例えば「methode charmat」(シャルマ方式)。
ちなみに「methode“en cuve close”」(キュベ・クローズ)もこれに当たる。
これは、二次発酵も密閉したタンクの中で行うというもの。一気に大量に生産でき効率は良い。
もちろんこちらのボトルの方が安価である。他には最後にガスを注入する方法など。
では、シャンパンができるまでについてもうちょっとだけ細かく書こうと思う。
1、Le pressurage(ブドウの圧搾)
シャンパンの使用品種の中には赤ブドウも使われるのでプレスの圧力は軽め。プレス機もシャンパーニュ特有の上下表面積が大きなプレス機。
2、Le debourbage et la fermentation (デブルバージュと発酵)
発酵前にデブルバージュ(清澄作業)を行う。主にベントナイトを使用するがシャンパーニュでは使用量が少なめ(25〜30g/hl)。
発酵は樽で行うかタンクで行うかはワイナリーによって違う。ただ温度管理などが大変なので(15〜20℃が基本)、タンクでの発酵を行うところが多い。
3、La fermentation malolactique(MLF)
マロラクティック発酵は、乳酸菌を添加してリンゴ酸から乳酸に転換される発酵の事。これにより酸味の低減、複雑味、フレーバー、微生物の安定化が見込める。ただ、MLFは悪い影響を与える時もあるので、これを行うどうかはワイナリー次第。ちなみに今日、飲んだゴッセはMLFをしていない。
4、Assemblage(調合)
畑、年度、品種の違うワインをブレンドします。そのためシャンパンには年度の記載がない。ただ、良いブドウが収穫された年などには同年のブドウだけを使い、特別にヴィンテージワインとして年数が記載され市場に出る事もある。
5、Le tirage en bouteille(瓶内2次発酵のためのリキュール添加)
ブレンドしたワインにシャンパン用の酵母(他の酵母にくら澱など固まりやすい)、糖を添加した(添加量:サッカロース500g/l)Liqueur de tirage(リキュール・ド・ティラージュ)と呼ばれる液体を加え、瓶詰めを行う。
6、La fermentation alcoolique(prise de mousse)
瓶内で二次発酵させカーブ内で最低15ヶ月ねむらせる。
7、La Remuage
澱(酵母の死骸)を瓶口に集める作業。数週間かけて少しずつ瓶をかたむけ、最終的に倒立状態にする。
8、Le degorgement(澱抜き)
特別な溶液に瓶口を浸し、澱部分を凍らせて、抜栓する。
するとガス圧で凍った部分が飛び出し、澱抜きは終了。
9、Dosage(門出リキュールの添加)
澱を除去した際に減ってしまった液量を補充する。シャンパンのタイプによって門出リキュール(liqueur d'expedition)の糖度も異なる。
これでコルク、針金、ラベルを貼って晴れてシャンパンが市場に渡る。
こんな感じです。
亜硫酸について [醸造学]
先週、ワイナリーに新しい装置が届いた。
醸造長に、ちょっと試しにやっといてと言われ
仕事後に組み立てて、使ってみる。
これは、ワインの“亜硫酸濃度”を調べられる装置。

という事でまず“亜硫酸”について。
「亜硫酸=酸化防止剤」というのは有名な話。
亜流酸はそれ以外にも、ワインへの影響が沢山ある(良い事も悪い事も)。
《亜硫酸による影響》
1、酸化防止剤
ワイン中で起こる酸化とは…
・EtOH(エタノール)が酸化してCH3CHO(アセトアルデヒド)になる。
・褐色(Brunissement)etc
2、殺菌(Antiseptique)
・細菌(bacterie)などの働きを抑制する。ちなみにワイン発酵の主役である
酵母菌「サッカロミセス・セルビジエ」は亜硫酸耐性を持っているので影響を
受けない。
3、ワインの味、香り(arome)
4、H2S(硫化水素臭)の原因←硫黄臭
これに関しては、醸造の早い段階であれば、ワインを空気に触れさしたり
酵母に栄養を与え消してもらう事により還元できる。
5、色素の安定化
etc…
《ワイン中の亜硫酸》
SO2(二酸化硫黄)+H2O(水)⇔H2SO3(亜硫酸)⇔HSO3-(重亜硫酸イオン)⇔SO3=
①SO2 libre(遊離型亜硫酸)
この部分をすべて合わせたのを遊離亜硫酸とする。
ちなみにH2SO3の状態が一番、亜硫酸としての効果を発揮するので、
これを“SO2 actif”と呼ぶ。
SO2 actifを算出できるサイトがある(仏語)。
興味のある方は、下記をクリックして下さい。
IFV(Institut Francais de la Vigne et du Vin)
SO2 actifはpH、温度、アルコール度数により影響する。
この3点と遊離亜硫酸量を入力するだけでSO2 actif量を算出できてしまう。
〈SO2 actifとの相関性〉
・pH高い=SO2 actif少ない
・温度高い=SO2 actif多い
・アルコール度数高い=SO2 actif多い
・遊離亜硫酸多い=SO2 actif多い
②SO2 conbine(結合型亜硫酸)
SO3が結合型亜硫酸と言われる。糖やアントシアニン、アルデヒドなどと結合し、
人体への影響は証明されていない。
《亜硫酸の分析》
一般的なのが、“ランキン法”と“リッパー法”。
ランキン法の流れ
①Acidification avec H3PO4
リン酸(H3PO4)を加えて強酸性にして、遊離型亜硫酸の大部分を揮発性の分子SO2 にする。
②Entraînement du SO2 par un courant d’air & barbotage dans solution diluée et neutre de H2O2
H2SO3 + H2O2 ⇔ H2SO4 + H2O
空気を吸引し通気させて、出てきたSO2 を、あらかじめTashiro指示薬を入れておいた過酸化水素(H2O2)により酸化させて硫酸(H2SO4)にする。
③Titrage ACIDIMETRIQUE du H2SO4 avec 0,01N NaOH
この硫酸を0.01規定の水酸化ナトリウム(NaOH)で滴定して、SO2濃度に換算する(遊離亜硫酸)。
※これを加熱して、結合型亜硫酸を算出できる。
その他にヨウ素による滴定“リッパー法(Methode de Ripper)”がある。
この方法は、前述の方法よりも早くて簡単。
しかし、赤ワインの結合型を分析できないのが欠点。
総亜硫酸(遊離型+結合型)はOK。
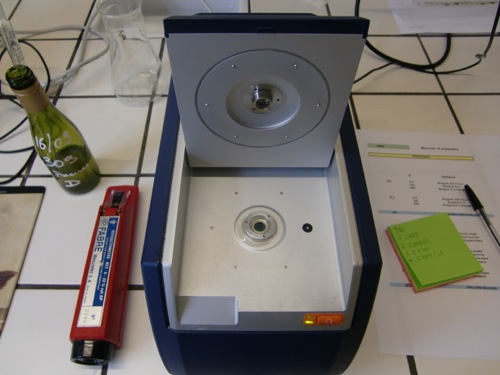
この方法を用いたのが、今回、最初に紹介した装置。
(お待たせしました…)

小さなビーカーにワインと必要な溶液を入れて、ヨウ素で滴定する。
ボタンが2つあり、Agitation(混ぜる)ボタンとTitration(滴定)ボタンがある。
赤ランプが点灯するまで、滴定し、滴定量から遊離亜硫酸量を算出する。
近年、無添加ワインだとか騒がれている。
これは個人の価値観の問題であると思うし、亜硫酸(特に遊離亜硫酸)に関して言えば
人体に影響がないというのはウソになる。
そりゃ、亜硫酸そのまま飲んだら、間違いなく体に異変が起こるが、そんな事できる人はいない。
フランスでは、亜硫酸添加する時、水溶液を使うのですが(日本では粉末状のメタカリ)、その臭いと言ったら…鼻を近づけたら息ができないほど。作り手が一番危険を被る…。
最終的にワインに残る亜硫酸量のリミットも設けられているし、そのリミットでさえごく微量である。
亜硫酸無添加を推奨する方に異論はないが、私個人としては、わざわざリスクをおうよりはワイン自体が健康的(汚染されないという意味)でスムーズに大きくなってくれたほうが良い。
人間だって、病気予防・治療のために、薬やビタミン剤、栄養剤などを飲む。それも、量が多ければ人体に影響がある。添加物=危険と言われるとちょっと厳しい。
どこのワインメーカーさんも、添加量をできる限り少なめにしたいと思う。
あの亜硫酸過多ワインの香りと言ったら…頭がいたくなってしまう。
ただ、亜硫酸を加えない事により、野生酵母の影響でワインに複雑性が出るのも確かだし
添加物なしで良いワインができるなら、それに越した事はない。
究極を言えば、人が全く手を加えずに美味しいワインが出来るなら万々歳!
だが、それは非常に難しいし、リスクがあまりにも大きすぎる。
まぁ、どっかのお隣さんの国の冷凍食品とかは、安心できないが
ヨーロッパや新世界、日本のワインに関しては気にせず安心して楽しんで飲んで頂きたい。
醸造長に、ちょっと試しにやっといてと言われ
仕事後に組み立てて、使ってみる。
これは、ワインの“亜硫酸濃度”を調べられる装置。

という事でまず“亜硫酸”について。
「亜硫酸=酸化防止剤」というのは有名な話。
亜流酸はそれ以外にも、ワインへの影響が沢山ある(良い事も悪い事も)。
《亜硫酸による影響》
1、酸化防止剤
ワイン中で起こる酸化とは…
・EtOH(エタノール)が酸化してCH3CHO(アセトアルデヒド)になる。
・褐色(Brunissement)etc
2、殺菌(Antiseptique)
・細菌(bacterie)などの働きを抑制する。ちなみにワイン発酵の主役である
酵母菌「サッカロミセス・セルビジエ」は亜硫酸耐性を持っているので影響を
受けない。
3、ワインの味、香り(arome)
4、H2S(硫化水素臭)の原因←硫黄臭
これに関しては、醸造の早い段階であれば、ワインを空気に触れさしたり
酵母に栄養を与え消してもらう事により還元できる。
5、色素の安定化
etc…
《ワイン中の亜硫酸》
SO2(二酸化硫黄)+H2O(水)⇔H2SO3(亜硫酸)⇔HSO3-(重亜硫酸イオン)⇔SO3=
①SO2 libre(遊離型亜硫酸)
この部分をすべて合わせたのを遊離亜硫酸とする。
ちなみにH2SO3の状態が一番、亜硫酸としての効果を発揮するので、
これを“SO2 actif”と呼ぶ。
SO2 actifを算出できるサイトがある(仏語)。
興味のある方は、下記をクリックして下さい。
IFV(Institut Francais de la Vigne et du Vin)
SO2 actifはpH、温度、アルコール度数により影響する。
この3点と遊離亜硫酸量を入力するだけでSO2 actif量を算出できてしまう。
〈SO2 actifとの相関性〉
・pH高い=SO2 actif少ない
・温度高い=SO2 actif多い
・アルコール度数高い=SO2 actif多い
・遊離亜硫酸多い=SO2 actif多い
②SO2 conbine(結合型亜硫酸)
SO3が結合型亜硫酸と言われる。糖やアントシアニン、アルデヒドなどと結合し、
人体への影響は証明されていない。
《亜硫酸の分析》
一般的なのが、“ランキン法”と“リッパー法”。
ランキン法の流れ
①Acidification avec H3PO4
リン酸(H3PO4)を加えて強酸性にして、遊離型亜硫酸の大部分を揮発性の分子SO2 にする。
②Entraînement du SO2 par un courant d’air & barbotage dans solution diluée et neutre de H2O2
H2SO3 + H2O2 ⇔ H2SO4 + H2O
空気を吸引し通気させて、出てきたSO2 を、あらかじめTashiro指示薬を入れておいた過酸化水素(H2O2)により酸化させて硫酸(H2SO4)にする。
③Titrage ACIDIMETRIQUE du H2SO4 avec 0,01N NaOH
この硫酸を0.01規定の水酸化ナトリウム(NaOH)で滴定して、SO2濃度に換算する(遊離亜硫酸)。
※これを加熱して、結合型亜硫酸を算出できる。
その他にヨウ素による滴定“リッパー法(Methode de Ripper)”がある。
この方法は、前述の方法よりも早くて簡単。
しかし、赤ワインの結合型を分析できないのが欠点。
総亜硫酸(遊離型+結合型)はOK。
この方法を用いたのが、今回、最初に紹介した装置。
(お待たせしました…)

小さなビーカーにワインと必要な溶液を入れて、ヨウ素で滴定する。
ボタンが2つあり、Agitation(混ぜる)ボタンとTitration(滴定)ボタンがある。
赤ランプが点灯するまで、滴定し、滴定量から遊離亜硫酸量を算出する。
近年、無添加ワインだとか騒がれている。
これは個人の価値観の問題であると思うし、亜硫酸(特に遊離亜硫酸)に関して言えば
人体に影響がないというのはウソになる。
そりゃ、亜硫酸そのまま飲んだら、間違いなく体に異変が起こるが、そんな事できる人はいない。
フランスでは、亜硫酸添加する時、水溶液を使うのですが(日本では粉末状のメタカリ)、その臭いと言ったら…鼻を近づけたら息ができないほど。作り手が一番危険を被る…。
最終的にワインに残る亜硫酸量のリミットも設けられているし、そのリミットでさえごく微量である。
亜硫酸無添加を推奨する方に異論はないが、私個人としては、わざわざリスクをおうよりはワイン自体が健康的(汚染されないという意味)でスムーズに大きくなってくれたほうが良い。
人間だって、病気予防・治療のために、薬やビタミン剤、栄養剤などを飲む。それも、量が多ければ人体に影響がある。添加物=危険と言われるとちょっと厳しい。
どこのワインメーカーさんも、添加量をできる限り少なめにしたいと思う。
あの亜硫酸過多ワインの香りと言ったら…頭がいたくなってしまう。
ただ、亜硫酸を加えない事により、野生酵母の影響でワインに複雑性が出るのも確かだし
添加物なしで良いワインができるなら、それに越した事はない。
究極を言えば、人が全く手を加えずに美味しいワインが出来るなら万々歳!
だが、それは非常に難しいし、リスクがあまりにも大きすぎる。
まぁ、どっかのお隣さんの国の冷凍食品とかは、安心できないが
ヨーロッパや新世界、日本のワインに関しては気にせず安心して楽しんで飲んで頂きたい。
Controle de maturite [醸造学]
Controle de maturite(成熟度検査)について
ブドウを畑から摘んで来て、それを手で潰し、分析します。

【写真】シャトー・ド・ランガラン(ラングドック)より
カーブによっては、摘んだ房の数、重さ、そこからでる果汁量なども事細かく調べるなど徹底しているところもある。
一般的に計られるのは次の4点。
1、比重(糖度)
これは比重計(Densimetre)もしくは屈折糖度計(Refractometre)で計られる。
比重計

屈折糖度計
2、総酸
これは滴定検査で調べます。
サンプルに指示薬BBTを数滴入れて、水酸化ナトリウム(NaOH)を数滴ずつ、
サンプルの色が青っぽくなるまで滴定します。
水酸化ナトリウムの滴定量から、総酸度を硫酸(H2SO4)で換算します。
フランスではその数値を総酸量とします。チュニジアも同じようです。
ちなみに日本では酒石酸で換算するのが一般的。
【分子量】
硫酸:98
酒石酸:105
3、pH
pHメーターで計ります。この数値は、酸の強さ。
pH低い=酸性
4、潜在アルコール度数
アルコール度数を計る方法は、蒸留法(Distillation)や沸点測定法(Enbulliometrie)があります。
なお、成熟度検査の場合は、糖度から潜在アルコール度数を算出します。
ブドウの成熟が進めば、糖度は上昇し酸度は減少する。
収穫の目安としては、糖度(g/l)を酸度(g/l)で割り、出た数値が42〜45位だと
良いとされている。ちなみにこの数値は、酸度を硫酸換算した時。
2009年に行っていたウィリアム・フェーブル(ブルゴーニュ・シャブリ)には
こんなハイテク機器もありました。
「OenoFoss」

Oenofossと屈折糖度計(左)
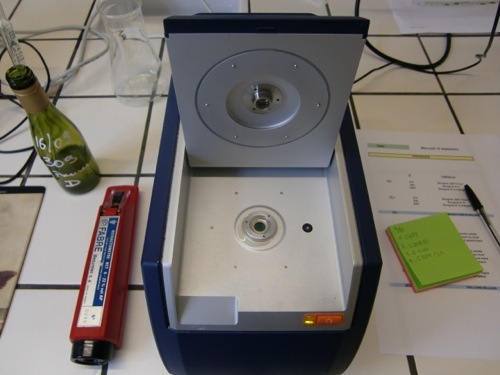
この機械は超優れもので、中央にサンプルを数滴入れて、蓋を閉めると
必要なデータがそのままPCに送られ、グラフ化される。
値段はかなりのものだが。。
ウィリアム・フェーブルでは、それでも平行して上記による分析も全て課せられました。
ちなみにウィリアム・フェーブルは、今まで働いたワイナリーの中でサンプル数は群を抜いていた。。

当時、同じ学部の1年先輩と1日交代でカーブの研究室に閉じこもり、ひたすら来るサンプルを調べる。

これでもまだ一部。サンプルが次から次へと来る。
ちょっと外でコーヒーでも一服なんてしてる暇に。。
無論、上記の分析は、収穫後、タンクに入れらてからも引き続き行います。
収穫が始まれば、プレス機で絞られた果汁、タンクにすでに入れられ発酵途中の果汁。
収穫前のブドウの果汁。分析する項目も、もちろん増えます。
朝6時から夜中までずっと研究室に1人こもりっきりなんて事も多々あった。
分析担当の日は、帰るのは必ず最後。。
今年は、働いている人員も少なく、そういう恐れはなさそうですが。。
いよいよ明日から収穫開始!!
とりあえず、シャルドネとユニ・ブランから収穫開始になりそうです。
約30トンのブドウがカーブに運ばれる予定。
ブドウを畑から摘んで来て、それを手で潰し、分析します。

【写真】シャトー・ド・ランガラン(ラングドック)より
カーブによっては、摘んだ房の数、重さ、そこからでる果汁量なども事細かく調べるなど徹底しているところもある。
一般的に計られるのは次の4点。
1、比重(糖度)
これは比重計(Densimetre)もしくは屈折糖度計(Refractometre)で計られる。
比重計

屈折糖度計
2、総酸
これは滴定検査で調べます。
サンプルに指示薬BBTを数滴入れて、水酸化ナトリウム(NaOH)を数滴ずつ、
サンプルの色が青っぽくなるまで滴定します。
水酸化ナトリウムの滴定量から、総酸度を硫酸(H2SO4)で換算します。
フランスではその数値を総酸量とします。チュニジアも同じようです。
ちなみに日本では酒石酸で換算するのが一般的。
【分子量】
硫酸:98
酒石酸:105
3、pH
pHメーターで計ります。この数値は、酸の強さ。
pH低い=酸性
4、潜在アルコール度数
アルコール度数を計る方法は、蒸留法(Distillation)や沸点測定法(Enbulliometrie)があります。
なお、成熟度検査の場合は、糖度から潜在アルコール度数を算出します。
ブドウの成熟が進めば、糖度は上昇し酸度は減少する。
収穫の目安としては、糖度(g/l)を酸度(g/l)で割り、出た数値が42〜45位だと
良いとされている。ちなみにこの数値は、酸度を硫酸換算した時。
2009年に行っていたウィリアム・フェーブル(ブルゴーニュ・シャブリ)には
こんなハイテク機器もありました。
「OenoFoss」

Oenofossと屈折糖度計(左)
この機械は超優れもので、中央にサンプルを数滴入れて、蓋を閉めると
必要なデータがそのままPCに送られ、グラフ化される。
値段はかなりのものだが。。
ウィリアム・フェーブルでは、それでも平行して上記による分析も全て課せられました。
ちなみにウィリアム・フェーブルは、今まで働いたワイナリーの中でサンプル数は群を抜いていた。。

当時、同じ学部の1年先輩と1日交代でカーブの研究室に閉じこもり、ひたすら来るサンプルを調べる。

これでもまだ一部。サンプルが次から次へと来る。
ちょっと外でコーヒーでも一服なんてしてる暇に。。
無論、上記の分析は、収穫後、タンクに入れらてからも引き続き行います。
収穫が始まれば、プレス機で絞られた果汁、タンクにすでに入れられ発酵途中の果汁。
収穫前のブドウの果汁。分析する項目も、もちろん増えます。
朝6時から夜中までずっと研究室に1人こもりっきりなんて事も多々あった。
分析担当の日は、帰るのは必ず最後。。
今年は、働いている人員も少なく、そういう恐れはなさそうですが。。
いよいよ明日から収穫開始!!
とりあえず、シャルドネとユニ・ブランから収穫開始になりそうです。
約30トンのブドウがカーブに運ばれる予定。



